КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Подсистема подачи СОЖ
|
|
|
|
В современных ГПС механической обработки деталей выбор и применение СОЖ приобретают особо важное значение.
Основы выбора смазочно-охлаждающей жидкости (СОЖ) должны базироваться на том, какие задачи предполагается решать путем применения СОЖ.
Основные цели применения СОЖ:
1. Повышение технологических показателей выполнения операций обработки резанием путем:
- снижения шероховатости обработанной поверхности;
- уменьшения глубины и интенсивности наклепа обработанной поверхности и абсолютной величины внутренних напряжений;
- повышения точности обработки за счет уменьшения деформации заготовки и инструмента под действием температуры стружки заготовки и инструмента, а также интенсивности размерного износа инструмента.
2. Повышение экономических показателей:
- увеличение стойкости инструмента и сокращение его расхода за счет уменьшения интенсивности изготовления, выкрашивания и поломок инструмента;
- повышение производительности труда на операции в результате увеличения предельно допустимой подачи скорости резания.
3. Улучшение условий труда:
- уменьшение содержания металлической пыли из серого чугуна и других материалов;
- понижение температуры обрабатываемой заготовки, снимаемой со станка оператором;
- улучшение стружкозавивания и стружкоотвода;
- защита деталей от коррозии в период обработки и в межоперационный период, очистка базовых поверхностей оснастки и при работе автоматизированного оборудования.
Необходимые технико-экономические показатели СОЖ проявляются в результате реализации их функциональных свойств (действий), прежде всего смазывающих, охлаждающих и моющих.
Смазочно-охлаждающие жидкости, применяемые при резании металлов, можно разделить на две основные группы в зависимости от основы, на которой они приготовлены:
1) жидкости на водной основе;
2) жидкости на масляной основе.
К СОЖ на водной основе относятся эмульсии, растворы концентратов и поверхностно-активных веществ (ПАВ). Эмульсии представляют собой дисперсную систему, в состав которой входит вода, масло, эмульгаторы и присадки – противокоррозионные, противозадирные, бактерицидные, противоизносные, антипенные и др.
К водным растворам-концентратам относят растворы соды, хлористого калия, натрия, кальция и др.
Масляные СОЖ имеют в качестве основы минеральные масла малой и средней вязкости, получаемые в результате переработки нефти.
К маловязким минеральным относятся, например, керосин "Велосит". К средним минеральным маслам относятся индустриальные масла. Для получения смазочных свойств СОЖ на основе минеральных масел в их состав вводят активные присадки, содержащие соединения серы, хлора, фосфора и др.
В условиях ГПС выбор СОЖ, контроль за ее состоянием, дозирование в зону резания и ее удаление должны производиться
в автоматическом режиме и изменяться в зависимости от обрабатываемой детали, выполняемого перехода, применяемого инструмента и т. п. Возникает необходимость в выборе оптимальных составов СОЖ, обеспечивающих эффективное резание металлов на различных операциях, а также оперативном контроле и коррекции эксплуатационных свойств СОЖ, влияющих на надежность работы оборудования. Использование в ГПС нескольких видов СОЖ, необходимых для обеспечения технологического процесса, во многом предопределяет компоновку и структуру комплекса.
Состав СОЖ на водной и масляной основах, получивших наибольшее применение, приведен в табл. 7.
Таблица 7
Классификация современных СОЖ
| Водная основа | Масляная основа | ||||||
| характеристика | без специальных присадок | с присадками | полусинтетическая и синтетическая | без активных присадок | с небольшим количеством активных присадок | со средним количеством присадок | с высоким количеством присадок |
| Основные обозначения | В | ВП | ПС | М | МП | МП1 | МП2 |
| Марка | НГЛ205 | РЗСОЖ-8 | Аквол-11 | Инстр. масло | ОСМ3 | МР1 | В295 |
| Э1 | ЭМЧС | ВЗ1 | МР2 | В32К | |||
| СОЖ | Э2 | Аквол-2 | Аквол-10М Аквол-12 | Масло и олейновая кислота | Сульфофрезол | В35 | |
| ЭТ | Укринол-1 Укринол-1М | МХО-60 МХО-64а | |||||
| ЭГТ | Сульфореценат "Е" Аквол-6 | МХО-70 НСК-5 |
В большинстве случаев подсистемы подачи СОЖ в зону резания кроме своих основных функций выполняет и дополнительные по удалению стружки из зоны резания станка.
В условиях ГПС при выборе схемы подачи СОЖ необходимо сочетать с видом обработки и работой автоматизированного оборудования.
Предпочтение с ГПС отдают схемам подачи СОЖ, основанных на использовании струйно-напорного способа (давлением
1–1,5 МПа), которые способствует хорошему охлаждению, вымыванию стружки. При назначении СОЖ нескольких марок возникают проблемы их совместимости, приготовления и регенерации. Поэтому используемая в ГПС СОЖ должна обладать определенной универсальностью и совместимостью с СОЖ других марок. Надежность и долговечность работы СОЖ зависит от бактерицидных и антикоррозионных свойств, термической и микробиологической стабильности.
При приемке и перед использованием партии СОЖ обязателен входной (приемочный) контроль – проверка качества СОЖ на соответствие требованиям нормативно-технической документации
с ГОСТ 2517–80.
Снабжение металлорежущих станков СОЖ может быть организовано следующими способами:
1) централизованным циркуляционным;
2) централизованным групповым;
3) децентрализованным.
При централизованном циркуляционном способе (рис. 30) СОЖ подается к стенкам 6 из центральной установки 2 и бочка 3 по трубопроводам 7 насосом 1. От станков отработанная жидкость сливается самотеком по подземным трубопроводам 4 через колодцы-отстойники 5 в центральную установку. Такой способ применяется в производствах, имеющих большое количество однотипных станков, работающих при ограниченном числе одинаковых по составу СОЖ.




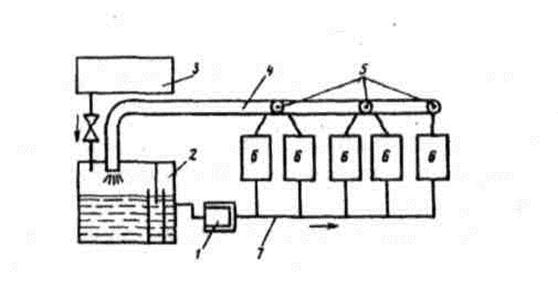
Рис. 30. Схема централизованной циркуляционной подачи СОЖ
При централизованном групповом способе СОЖ подается по трубопроводам из центральной установки к разборным кранам, распределяющим СОЖ по группам станков или по отдельным станкам. Эта система применяется в производствах, имеющих большое количество разнотипных станков, требующих разных по составу СОЖ. Третий способ снабжения децентрализованный, предусматривает подачу СОЖ к станкам в специальных емкостях, отработанные жидкости удаляются таким же образом. Этот способ применяют в производствах с небольшим количеством станков. В ГПС может применяться любой из способов в зависимости от количества станков.
|
|
|
|
|
Дата добавления: 2014-01-05; Просмотров: 1282; Нарушение авторских прав?; Мы поможем в написании вашей работы!