КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Устаткування для правки прутків і труб
|
|
|
|
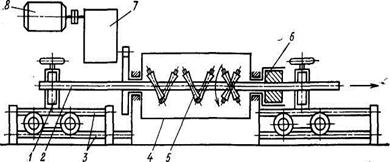
Рисунок 1.8 Схема правильно-калібровачного верстака
Правку прутків і труб здійснюють на правильно-калібрувальних верстатах і трубоправильних машинах.
Правильно-калібрувальний верстат (рис. 1.8) для виправлення круглого прокату і труб має правильне пристрій 4 у вигляді рами з трьома парами роликів 5, нахилених до осі прутка під кутом 20-25 °. При обертанні рами від приводу, що складається з електродвигуна 8 і коробки швидкостей 7, ролики обкатують пруток 2, роблячи правку, і одночасно переміщують пруток і візки 1, в яких він закріплений, по напрямних 3. Пристрій 6 призначений для полірування прутка.
Реверсування обертання рами дозволяє здійснювати необхідну кількість проходів прутка: для редагування за один-два проходи, для калібрування - за три проходи. Точність правки складає 0,5-0,9 мм на 1 м довжини. Верстати мод. 9412, 9416, 9417, 9419 призначені для редагування прутків діаметром відповідно 6-30, 12-40, 25-50, 60-100 мм. Найбільший прогин прутка до редагування на 1 м довжини становить 15-25 мм.
|
|
|
|
Дата добавления: 2014-01-04; Просмотров: 379; Нарушение авторских прав?; Мы поможем в написании вашей работы!