КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Негативные факторы, возникающие при гибке
|
|
|
|
Предварительно отметим, что по технологическому признаку трубы условно можно подразделить на четыре группы в зависимости от отношения D н,/ s: до 15 - толстостенные; свыше 15 до 30 - тонкостенные; свыше 30 до 100 -особотонкостенные; свыше 100 до 130 - сверхтонкие. Особенности изготовления трубных деталей в зависимости от типа трубы подробно изложено в специальной литературе.
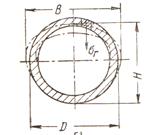
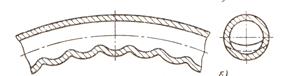
В процессе гибки тонкостенных деталей авиатехники возможно появление следующих технологических дефектов, которые необходимо учитывать при проектировании технологического процесса: искажение формы поперечного сечения заготовки (рис.10); разрыв наружных волокн при недопустимо больших деформациях  ; потеря устойчивости в форме образования утонений или складок (гофр) на сжатой стороне профиля (рис.11); большое пружинение заготовки; утонение стенки трубы в зоне растяжения и утолщение стенки трубы в зоне сжатия. Степень овализации выражается величиной
; потеря устойчивости в форме образования утонений или складок (гофр) на сжатой стороне профиля (рис.11); большое пружинение заготовки; утонение стенки трубы в зоне растяжения и утолщение стенки трубы в зоне сжатия. Степень овализации выражается величиной  . При
. При  и
и  искажение невелико. При гибке по пуансону
искажение невелико. При гибке по пуансону  тогда
тогда  справедлива для стальных труб с условием
справедлива для стальных труб с условием  Для других материалов имеем другие формулы.
Для других материалов имеем другие формулы.
| 
|
| Рис.10. Искажение профиля тонкостенной заготовки: а – уголка (малковка); б – трубы (овализация) | Ри.11. Образование складок у тонкостенных профилей: а и б – поперечных; в- продольных |
Степень деформации материала при гибке труб характеризуется относительным радиусом изгиба  . Чем меньше величина
. Чем меньше величина  , тем большие деформации и напряжения испытывают стенки трубчатой детали. Минимальные относительные радиусы зависят от механических свойств материала заготовки, допустимого утонения стенок, допустимой высоты волн на вогнутой стороне детали и допустимой овальности ее сечения.
, тем большие деформации и напряжения испытывают стенки трубчатой детали. Минимальные относительные радиусы зависят от механических свойств материала заготовки, допустимого утонения стенок, допустимой высоты волн на вогнутой стороне детали и допустимой овальности ее сечения.
На трубопроводах, работающих при вибрационных нагрузках, волнистость не допускается, так как она вызывает концентрацию напряжений. На трубопроводах высокого давления, работающих в статических условиях опаснее чрезмерное утонение стенок. Например, минимальную толщину стенки приближенно можно рассчитать по следующей формуле:  . При
. При  толщина
толщина  . Разностенность также недопустима для труб, работающих при высоких температурах. Обычно минимальное значение величины
. Разностенность также недопустима для труб, работающих при высоких температурах. Обычно минимальное значение величины  берется не менее 2,5-3. Овальность сечений в зависимости от назначения детали допускается от ±2 % до ±8 % исходного диаметра. Если при заданных конструктивных размерах изгибаемого участка деталь получает недопустимую овальность, применяют гибку с заполнителем.
берется не менее 2,5-3. Овальность сечений в зависимости от назначения детали допускается от ±2 % до ±8 % исходного диаметра. Если при заданных конструктивных размерах изгибаемого участка деталь получает недопустимую овальность, применяют гибку с заполнителем.
Наполнители труб применяются для предотвращения потери устойчивости трубы и отклонения от округлости при гибке. Давление наполнителя, находящегося внутри трубы, должно уравновешивать внутреннее напряжение в металле трубы, возникающее при гибке. В зависимости от марки материала, диаметра, толщины стенок и конфигурации труб при гибке в качестве наполнителя могут использоваться жидкостные, легкоплавкие и сыпучие материалы. Жидкостные наполнители используются только при гибке труб из сталей и алюминиевых сплавов диаметром до 27 мм. К жидким наполнителям относится эмульсия, получаемая смешением эмульсола с водой. Эмульсолы в зависимости от концентрации компонентов могут быть разных марок (ГОСТ 1975-75).
При гибке труб из алюминиевых сплавов и сталей диаметром до 80 мм в качестве сыпучих наполнителей применяют кварцевый и речной песок, сернокислый калий и др.
К легкоплавким наполнителям относятся канифоль, техническая мочевина (рекомендуется для гибки труб из сталей 20А и 12Х18Н10Т), азотнокислый калий марок ХДА, Х4 (для труб из стали 12Х18Н10Т, титановых сплавов и сталей), технический сорбит с глицерином (для гибки труб из титановых сплавов, алюминиевых сплавов и коррозионно-стойких сталей) К легкоплавким наполнителям относится также полиэтиленгликоль-115, которое является твердым водорастворимым нейтральным веществом. Причем оно не летучее, не токсичное, не взрывоопасное и не пожароопасное, температура плавления около 700С, в расплавленном состоянии - легкоподвижная жидкость, температура кристаллизации порядка 48…530С.
Значение минимально допустимого радиуса изгиба труб устанавливается с учетом условий надежной работы трубопроводов изделий. Экономически целесообразные и технически обоснованные методы гибки труб в инструментальной оснастке можно выбрать по соответствующим номограммам, приведенных в специальной литературе.
Заметим, что при гибке тонкостенных заготовок закрытого профиля для предотвращения сплющивания и потери стенками устойчивости также применяют наполнители. Для устранения этих нежелательных явлений, стараются ограничить свободу перемещений сгибаемой заготовки в зоне деформации замкнутым контуром инструмента (гибочным пуансоном и прижимным роликом). Обобщая сказанное выше отметим, что параметры исследуемого технологического процесса должны быть выбраны соответствующим образом для того, чтобы в процессе формообразования не допустить появление неисправимого брака. Не выполнение этого условия приводит к увеличению объема ручных доводочных работ, что увеличивает себестоимость изготовления деталей.
|
|
|
|
|
Дата добавления: 2015-06-27; Просмотров: 1987; Нарушение авторских прав?; Мы поможем в написании вашей работы!