КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Энергосиловые параметры сортовой прокатки
|
|
|
|
Ниже будут предложены две методики расчета энергосиловых параметров.
Методика М.Я. Бровмана [4].
Усилие и момент прокатки определяются по формулам:
 (5.1)
(5.1)
 , (5.2)
, (5.2)
где  – среднее давление металла на валки;
– среднее давление металла на валки;
 - горизонтальная проекция контактной площади деформируемой заготовки и валка;
- горизонтальная проекция контактной площади деформируемой заготовки и валка;
 - длина зоны деформации;
- длина зоны деформации;
 - коэффициент плеча равнодействующей;
- коэффициент плеча равнодействующей;
 , (5.3)
, (5.3)
где k - предел текучести (сопротивление деформации) при сдвиге,  ;
;
 - коэффициент напряженного состояния;
- коэффициент напряженного состояния;
 - действительный предел текучести прокатываемого металла (в состоянии линейного напряженного состояния при пластометрических испытаниях), определяемый из степенной функции [5]:
- действительный предел текучести прокатываемого металла (в состоянии линейного напряженного состояния при пластометрических испытаниях), определяемый из степенной функции [5]:
 , (5.4)
, (5.4)
где  – величины постоянные для данной марки стали, определяются по таблице 10.1.
– величины постоянные для данной марки стали, определяются по таблице 10.1.
Проекция контактной площади определяется по формуле:
 (5.5)
(5.5)
где  – средняя ширина раската;
– средняя ширина раската;
 - коэффициент, зависящий от типа калибра.
- коэффициент, зависящий от типа калибра.
 . (5.6)
. (5.6)
При горячей прокатке величину можно рассматривать как функцию одного параметра:
 , (5.7)
, (5.7)
Таблица 5.1 Коэффициенты для определения 
| Материал | Диапазон температур |  ,
мПа ,
мПа
| n1 | n2 | n3 • 102 град -1 |
| Ст 20 Ст 45 Ст ШХ15 Ст 40ХН Ст 40Х Ст12 ХН3А Ст 30ХГСА Сталь 55С2 и Сталь 60С2 | 900-1300 900-1300 900-1300 900-1300 900-1300 900-1300 900-1200 900-1300 | 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 | 0,14 0,14 0,14 0,14 0,14 0,14 0,14 0,14 | 0,25 0,25 0,30 0,30 0,30 0,30 0,30 0,30 |
где  - средняя высота раската;
- средняя высота раската;
 (5.8)
(5.8)
при 
 (5.9)
(5.9)
при 
 , (5.10)
, (5.10)
 . (5.11)
. (5.11)
Коэффициент плеча равнодействующей  равен:
равен:
 , (5.12)
, (5.12)
при  , где
, где  - характеризует форму поперечного сечения заготовки;
- характеризует форму поперечного сечения заготовки;
 , (5.13)
, (5.13)
при  .
.
Коэффициенты  ,
,  определены для различных типов калибров [4] и приведены в таблице 5.2.
определены для различных типов калибров [4] и приведены в таблице 5.2.
Необходимые в ходе расчета геометрические параметры очага деформации рекомендуется брать как для «соответственной» полосы, в этом случае не нужно пользоваться коэффициентами  .
.
Методика А.И. Целикова и В.И. Зюзина.
Действительный предел текучести деформируемого металла определяется методом термодинамических коэффициентов В.И. Зюзина:
 , МПа (5.14)
, МПа (5.14)
где sо.д – базисная величина предела текучести металла, опреде
ленная опытами при следующих параметрах деформации: одно
осное растяжение при t=1000°С; e=0,1; u=10 1/с;
 - термомеханические коэффициенты, учитывающие, соответственно, температуру, степень и скорость деформации.
- термомеханические коэффициенты, учитывающие, соответственно, температуру, степень и скорость деформации.
Таблица 5.2. Коэффициенты для определения энергосиловых параметров
| калибр/ коэффициент | гладкая бочка | ромбический и квадратный | овальный, круглый, шестигранный | ящичный и ящичный шестиугольный |

| 0,72 | 0,84 | 0,9 | |

| 0,5 | 0,71 | 0,57 | 0,56 |

| 0,5 | 0,79 | 0,8 | |

| 0,25 | 0,28 | 0,28 | 0,28 |

| 1,41 | 1,19 | 1,13 | |
|
| 0,5 | 0,79 | 0,8 | |

| 1,41 | 1,7 | 1,7 | |

| 0,5 | 0,35 | 0,4 | 0,4 |
В справочной литературе [11] приведены базисные значения предела текучести различных марок стали, а термомеханические коэффициенты определяют по специальным графикам, построенным для каждой марки стали в зависимости от параметров (t; e; u).
Сопротивление металла деформации определяется по формуле А.И. Целикова – В.С. Смирнова:
 , (5.15)
, (5.15)
где  - интенсивность нормальных напряжений при плоском деформированном состоянии;
- интенсивность нормальных напряжений при плоском деформированном состоянии;
- коэффициент напряженного состояния металла в очаге деформации, определяется как произведение пяти коэффициентов:
 , (5.16)
, (5.16)
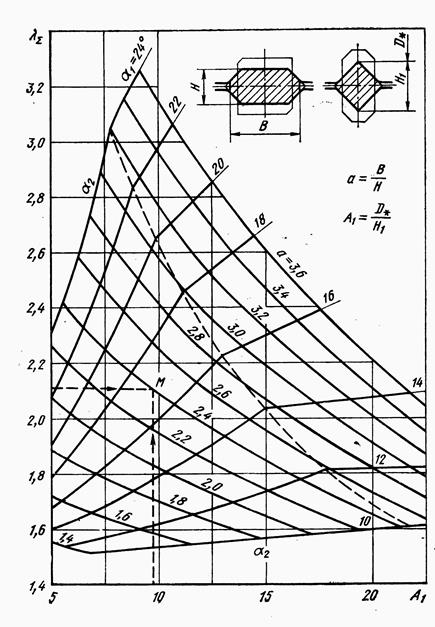
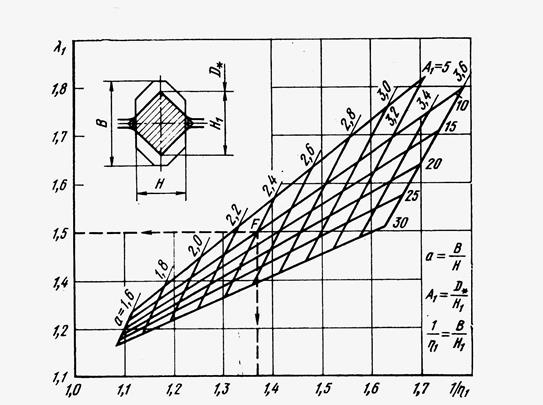
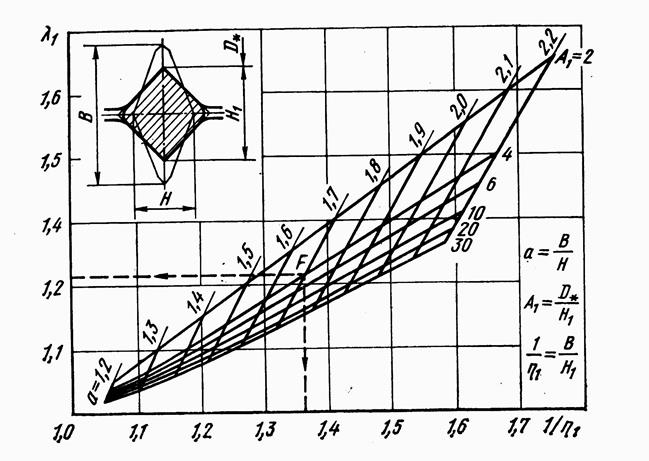
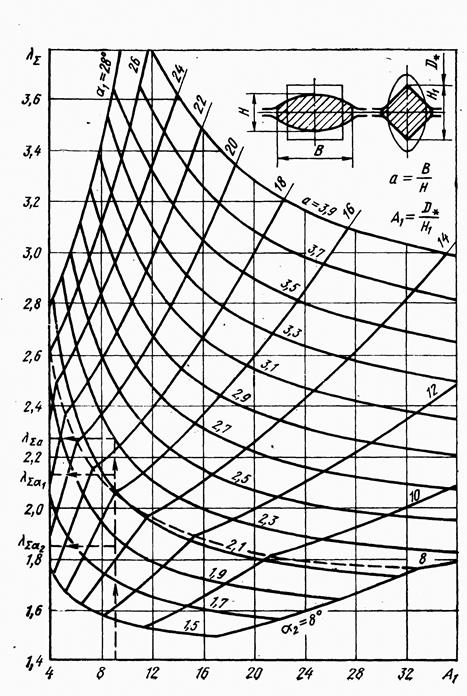
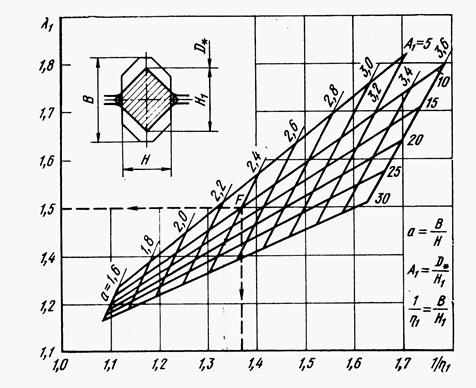
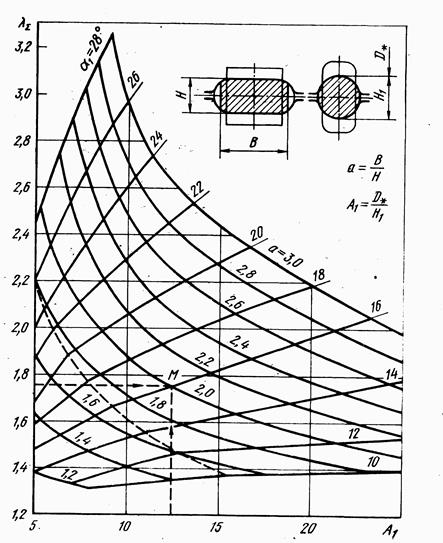
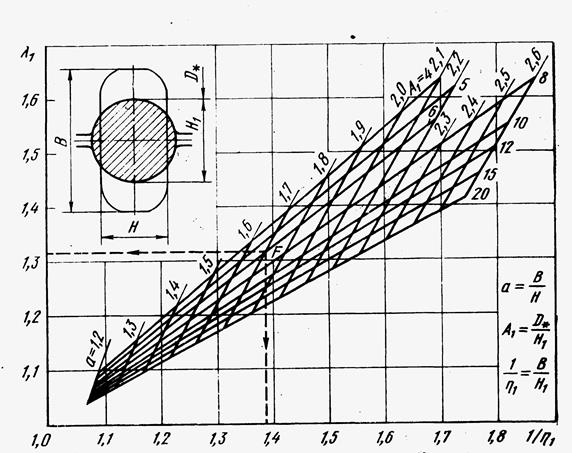
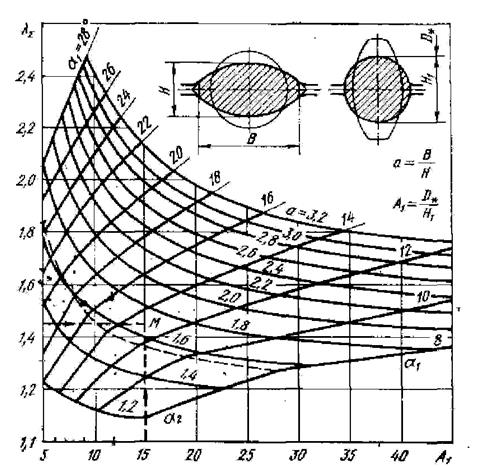
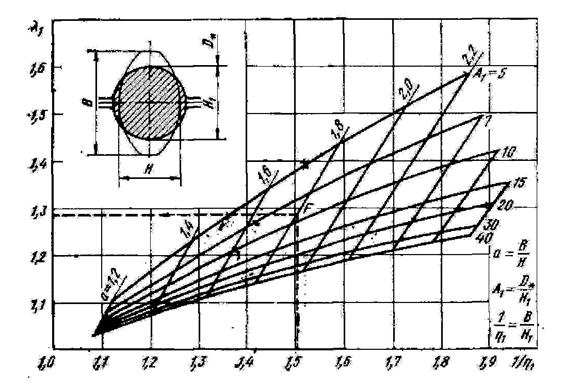
где  – коэффициент, учитывающий влияние ширины прокатываемой полосы (рисунок 5.1), может быть определен по регрессионной зависимости:
– коэффициент, учитывающий влияние ширины прокатываемой полосы (рисунок 5.1), может быть определен по регрессионной зависимости:
 , (5.17)
, (5.17)
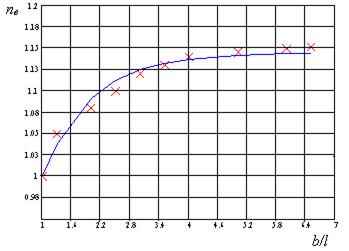
Рисунок 5.1. Определение коэффициента ширины полосы
 - коэффициент, учитывающий влияние внешнего (контактного) трения, определяется по формуле:
- коэффициент, учитывающий влияние внешнего (контактного) трения, определяется по формуле:
 , (5.18)
, (5.18)
 , (5.19)
, (5.19)
 , (5.20)
, (5.20)
где  – толщина полосы в нейтральном сечении очага деформации;
– толщина полосы в нейтральном сечении очага деформации;
 – толщина полосы, выходящей из очага деформации;
– толщина полосы, выходящей из очага деформации;
fу - коэффициент контактного трения в установившимся периоде процесса прокатки;
l – длина очага деформации, мм.
 - коэффициент, учитывающий влияние внешних зон;
- коэффициент, учитывающий влияние внешних зон;
 , (5.21)
, (5.21)
 - коэффициент, учитывающий влияние межклетевого натяжения прокатываемой полосы в клетях непрерывных групп прокатных станов:
- коэффициент, учитывающий влияние межклетевого натяжения прокатываемой полосы в клетях непрерывных групп прокатных станов:
 , (5.22)
, (5.22)
где и  - соответственно, натяжения заднего и перед
- соответственно, натяжения заднего и перед
него концов прокатываемой полосы.
 , (5.23)
, (5.23)
где П – периметр полосы.
Кроме сопротивления металла деформации , остальные энергосиловые параметры для любой методики определяются одинаково. Усилие прокатки и момент определяются по формулам 5.1, 5.2.
Загрузка рабочей клети по усилию прокатки определяется по формуле:
 (5.24)
(5.24)
где  - допускаемое усилие прокатки (приложение 1)
- допускаемое усилие прокатки (приложение 1)
Ориентировочно, крутящий момент прокатки с учетом затрат энергии на преодоление трения в механизмах главной линии и других технологических факторов, составляет:
 (5.25)
(5.25)
Момент, развиваемый электродвигателем:
 , (5.26)
, (5.26)
где  - кпд механизмов главной линии клети;
- кпд механизмов главной линии клети;
 - передаточное число редуктора (приложение 1).
- передаточное число редуктора (приложение 1).
Мощность электродвигателя главного привода:
 , (5.27)
, (5.27)
Угловая скорость вращения вала двигателя:
 , (5.28)
, (5.28)
где - частота вращения валков, об/мин.
Коэффициент использования мощности двигателя:
 (5.29)
(5.29)
где  - мощность двигателей, согласно технологических характеристик (приложение 1).
- мощность двигателей, согласно технологических характеристик (приложение 1).
ЛИТЕРАТУРА
1. Пратусевич А.Е. Вальцовщик-оператор прокатного стана. Учебник в 6 книгах. Книга 5. – Старый Оскол, 1995
2. Мастеров В.А., Берковский В.С. Теория пластической деформации и пластической обработки металлов давлением. – М.: Металлургия, 1989
3. Смирнов В.К., Шилов В.А., Инатович Ю.В. Калибровка прокатных валков. Учебное пособие для вузов. – М.: Металлургия, 1987
4. Бровман Н. Я. Энергосиловые параметры и усовершенствование технологии прокатки. М.: Металлургия, 1995
5. Гетманец В.В., Тильга С.С., Кузьменко А.Г., Романченко В.Л.Справочник калибровщика. – Кривой Рог: Минерал, 1995
6. Грудев А.П. Теория прокатки. - М.: Металлургия, 1988
7. Производство проката не непрерывном мелкосортно-среднесортном стане 350. Временная технологическая инструкция. – ВТИ 00187895-П.С-346-2001
8. Кузьменко А.Г. Мелкосортные станы. Состояние, проблемы, перспективы. – М.: Металлургия, 1996
9. Грудев А.П., Машкин Л.Ф., Ханин М.И. Технология прокатного производства. – М.: Металлургия, 1994
10. Тарновский И.Я. Формоизменение при пластической обработке. – М.: Металлургиздат, 1954
11. Целиков А.И., Томленов А.Д., Зюзин В.И., Третьяков А.В., Никитин Г.С.Теория прокатки. Справочник. – М.: Металлургия, 1982.
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ 1
Технические характеристики рабочих клетей
| Клеть | Размер валка Мм | Вес, т | Максимальное усилие, т | Характеристики главного привода | |||||||
| кВт | об/мин якоря | iред | Скорость валка, об/мин | Скорость прокатки, м/c | |||||||
Бочка  мм мм
|  мм мм
| ||||||||||
| Стан 700 | |||||||||||
| 1В 2Г 3В 4Г | НЗС-1 (820/730)х1200 | 7,4 7,3 5,8 5,7 | 2х675 2х675 | 350 - 875 | 26,0 22,62 17,94 14,97 | 16 – 29 19 – 33 26 – 42 30 - 51 | 0,6 – 1,1 0,7 – 1,4 0,8 – 1,5 0,9 – 1,7 | ||||
| 5В 6Г 7В 8Г | НЗС-2 (720/650)х1200 | 5,8 5,7 5,8 5,7 | 2х675 2х675 | 350 - 875 | 16,64 13,43 11,98 10,38 | 27– 47 32 – 55 35 – 62 41 - 74 | 0,9 – 1,7 1,1 – 2,0 1,2 – 2,3 1,3 – 2,5 | ||||
| Стан 350 | |||||||||||
| 1Г 2В 3Г 4В 5Г 6В | Черновые (680/580)´1000 | 4,0 4,0 4,0 4,0 4,0 4,0 | 800 - 1200 | 14,2 - 19,2 20,0 - 30,0 22,5 - 30,4 28,6 - 32,6 32,0 - 43,2 40,0 - 54 | 0,36 - 0,5 0,5 - 0,75 0,61 - 0,82 0,78 - 1,05 0,9 - 1,22 1,11 - 1,5 | ||||||
| Мелкосортная линия стана | |||||||||||
| 7Г 8В 9Г 10В | I промежуточная группа (530/450) ´ 800 | 2,0 2,0 2,0 2,0 | 80 - 1000 | 7,1 6,3 | 10 - 90 10 - 112,5 11,2 -126,8 12,7 - 142,9 | 0,22 - 2,03 0,22 - 2,5 0,26 - 2,93 0,3 - 3,26 | |||||
| ПРИЛОЖЕНИЕ 1 (продолжение) | |||||||||||
| 11Г 12В 13Г14В15Г16В17Г18В | II промежуточная группа (420/370) ´ 630 | 1,0 1,0 1,0 1,0 1,0 1,0 1,0 1,0 | 320 - 1000 | 2,8 2,8 2,24 2,5 2,24 1,6 | 80,0 - 225 114 - 321 114 - 321 143 - 402 128 - 360 143 - 402 160 - 450 200 - 562 | 1,5 - 4,2 2,01 - 5,84 2,16 - 6,01 2,62 - 7,46 2,46 - 6,92 2,7 - 7,6 3,09 - 8,7 3,8 - 10,6 | |||||
| 19Г20В21Г22В 23Г24В | Чистовая группа (380/335) ´ 630 | 0,75 0,75 0,75 0,75 0,75 0,75 | 320 - 1000 | 1,4 1,12 1,12 0,89 0,89 0,71 | 228 - 642 286 - 803 286 - 803 360 - 1011 360 - 1011 541 - 1268 | 4,04 - 11,2 5,0 - 13,9 5,0 - 13,9 6,2 - 17,5 6,3 - 17,8 9,4 - 22 | |||||
| Среднесортная линия стана | |||||||||||
| Характеристики клетей первой и второй промежуточной групп (клети 7Г…14В) аналогичны характеристикам клетей мелкосортной линии | |||||||||||
| 15Г 16В | Чистовая группа (380/335) ´ 630 | 0,75 0,75 | 320 - 1000 | 1,8 1,4 | 178 - 500 228 - 643 | 3,0 - 8,41 3,76 - 10,6 | |||||
ПРИЛОЖЕНИЕ 2
Номограмма для определения суммарного коэффициента вытяжки  по схеме квадрат – шестиугольник – квадрат
по схеме квадрат – шестиугольник – квадрат
ПРИЛОЖЕНИЕ 3
Номограмма для определения коэффициента обжатия  по схеме шестиугольник – квадрат
по схеме шестиугольник – квадрат
ПРИЛОЖЕНИЕ 4
Номограмма для определения суммарного коэффициента вытяжки по схеме квадрат – ромб – квадрат

ПРИЛОЖЕНИЕ 5
Номограмма для определения коэффициента обжатия по ромб – квадрат
ПРИЛОЖЕНИЕ 6
Номограмма для определения суммарного коэффициентавытяжки по схеме квадрат – овал – квадрат
ПРИЛОЖЕНИЕ 7
Номограмма для определения коэффициента обжатия по схеме квадрат –овал
ПРИЛОЖЕНИЕ 8
Номограмма для определения суммарного коэффициента вытяжки по схеме квадрат – плоский овал – круг
ПРИЛОЖЕНИЕ 9
Номограмма для определения коэффициента обжатия по схеме плоский овал – круг
ПРИЛОЖЕНИЕ 10
Номограмма для определения суммарного коэффициента вытяжки по схеме круг – овал – круг
ПРИЛОЖЕНИЕ 11
Номограмма для определения коэффициента обжатия по схеме плоский овал – круг
ПРИЛОЖЕНИЕ 12
Темы курсовых проектов по дисциплине «Технология пластической обработки специальных сталей и сплавов»
| № | Стан ОЭМК | Производительность стана, тыс.т. | Марка прокатываемой стали | Прокатываемый профиль | |
| Исходная заготовка, мм | Готовый прокат, мм | ||||
| 60С2 | квадрат 230 | круг 125 | |||
| 40Х | квадрат 200 | круг 20, квадрат 40 | |||
| ШХ15 | квадрат 200 | круг 18, шестигр.42 | |||
| 30ХГСА | блюм 300х360 | квадрат 230, 190, 170 | |||
| 18ХНЗФ | квадрат 200 | круг 6,5 | |||
| 18ХГТ | квадрат 230 | квадрат 170→80 | |||
| Ст45 | квадрат 200 | круг 26, квадрат 60 | |||
| Ст20 сп и Р18 | квадрат 200 | круг 18, шестигр. 50 | |||
| 14ГН | квадрат 190 | круг 130→85 | |||
| Ст20 сп | квадрат 200 | круг 32, 56 | |||
| Ст50 сп | квадрат 190 | круг 120→105 | |||
| ШХ15 | квадрат 200 | шестигр.34, кв. 50 | |||
| 18ХГТ | квадрат 230 | круг 160→кв.95 | |||
| 45ХН | квадрат 230 | кв.170→круг 120 | |||
| 30ХГСА | квадрат 190 | круг130→круг 85 | |||
| 12ХН3А | квадрат 230 | кв.170→круг 125 | |||
| 30ХГСА | квадрат 170 | кр.24, полоса 18х120 | |||
| 40Х | квадрат 170 | круг 5,5 | |||
| 10ХН | квадрат 200 | кр.40, полоса 30х90 | |||
| 18ХГТ | квадрат 200 | кр.42, шестигр.26 |
Учебное издание
Виктория Васильевна Уйгели
Александр Ефимович Пратусевич
Алексей Валерьевич Корнаев
Доронин Олег Николаевич
«Технология пластической обработки специальных сталей и сплавов. Раздел: Методика расчета калибровки профилей проката и проектирование калибров валков прокатных станов».
Методическое пособие
Технический редактор: Иванова Н.И.
Компьютерный набор: Доронин О.Н., Корнаев А.В
Корректор: Иванова Н.И.
Подписано к печати_________Бумага для множительной техники
Формат______Усл. печ. листов______Тираж_____экз. Заказ_____
Отпечатано с авторского оригинала в отделе оперативной печати
Старооскольского технологического института.
________________________________________________________
|
|
|
|
|
Дата добавления: 2015-04-25; Просмотров: 1433; Нарушение авторских прав?; Мы поможем в написании вашей работы!