КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Контрольные карты. Применение контрольных карт для статистического контроля производственного процесса
|
|
|
|
Контрольная карта – это разновидность графика, которая отражает динамику изменчивости процесса, т.е. изменение показателей качества во времени. Она строится для анализа качества, установления стабильности, управления и улучшения процесса.
Контрольная карта относится к действенным инструментам в работе и осуществляет диалог между исполнителем и процессом. Она показывает, как протекает процесс, его возможности, а также помогает выявить факторы, влияющие на изменение процесса.
Различные производственные факторы, подвержены определенным изменениям, которые, в свою очередь, вызывают рассеивание (разброс) показателей качества, влекут за собой изменчивость процесса (вариабельность).
Различают два вида изменчивости процесса. Первый вид - случайная вариабельность, обусловленная случайными причинами («обычные причины», или неизбежное рассеивание).
Второй вид вариабельности - реальные перемены в процессе (устранимое рассеивание). Такую перемену можно отнести к некоторым определяемым причинам, которые не присущи процессу и которые можно исключить.
Контрольные карты имеют цель:
1) Показать динамику проведения процесса;
2) Держать под контролем значение определенной характеристики;
3) Проверять стабильность процессов;
4) Немедленно принимать корректировочные меры;
5) Проверять эффективность принятых мер.
Постановка задачи: Вы являетесь инженером завода, производящего ракетные двигатели и отвечаете за точность отверстий, просверленных в лопатках двигателей. Необходимо провести статистический анализ процесса на основании результатов 100 измерений диаметров отверстий (Таблица 4).
Таблица 4 - Результаты измерений диаметров отверстий
| № | D | № | D | № | D | № | D | № | D |
Для проведения статистического анализа процесса будем использовать X- и R контрольные карты.
X-карта или карта средних применяется для отображения количественных характеристик процесса на основе выборочных средних. На X-картах также строятся контрольные границы, позволяющие определить, когда средние выходят за допустимый уровень.
R карта или карта размахов предназначена для контроля изменчивости процесса. Мерой изменчивости является выборочный размах, т.е. разность между максимальным и минимальным значением выборки.
Создадим в системе Statistica электронную таблицу с исходными данными (Рисунок 49).
Рисунок 49 – Фрагмент исходных данных
Для визуализации данных построим диаграмму рассеяния (Graphs®2D Graphs®Scatterplots… (Рисунок 15)).
В диалоговом окне создания диаграммы рассеяния (Рисунок 16) на закладке Advanced указать переменные по которым будет построена диаграмма рассеяния. В качестве параметра «Graph type» выбрать «Regular», а в качестве «Fit» выбрать «Off».
В результате система построит диаграмму рассеяние результатов измерений (Рисунок 50). На диаграмме наблюдается значительный разброс наблюдений относительно выборочного среднего.
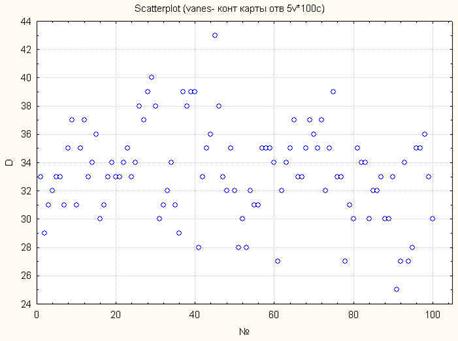
Рисунок 50 - Диаграмма рассеяния результатов измерений
Запустим модуль работы с контрольными картами. Как и все статистические модули его можно запустить из меню «Statistics». Далее в выпадающем меню выбрать раздел «Industrial Statistics & Six sigma» и в нем выбрать модуль «Quality Control Charts» (Рисунок 51).
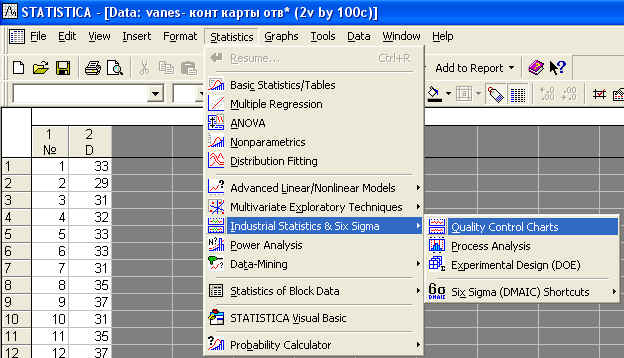
Рисунок 51 - Вызов модуля работы с контрольными картами
В появившемся диалоговом окне выбора типа контрольных карт (Рисунок 52) на закладке «Variables» выбрать карту «X-bar & R chart for variables» (контрольная карта средних и размаха для непрерывных переменных), а на закладке «Real time» выбрать «Auto-update all graphs, charts…» и нажать кнопку «OK».
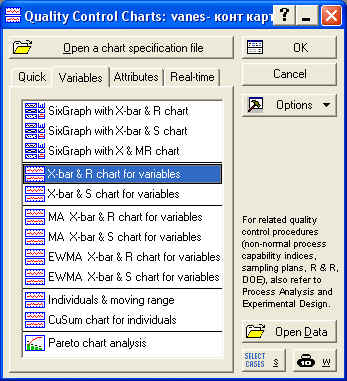
Рисунок 52 - Выбор типа контрольной карты
В следующем диалоговом окне (Рисунок 53) необходимо задать исходные данные и параметры для построения контрольной карты. В качестве переменной с измерениями (Measurements (observation)) задать «D». Проведем группировку наблюдений по выборкам объема 5. Для этого в поле «Constant sample size» (объем выборок) введем число 5.
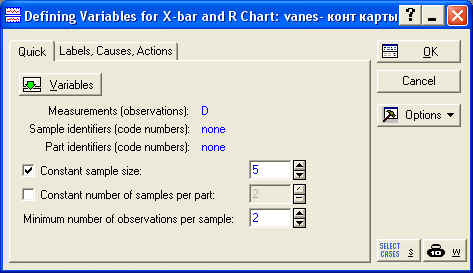
Рисунок 53 - Задание исходных данных и параметров для построения контрольных карт
После нажатия кнопки «OK» на экране появится график содержащий X- и R карты (Рисунок 54). На графике приведены значения верхнего контрольного предела (ВКП), центральной линии (выборочного среднего) и нижнего контрольного предела (НКП) для каждой карты.
Красным цветом выделены подгруппы измерений, которые выходят за контрольные пределы: 4 подгруппы для X-карты и одна подгруппа для R карты. Система позволяет точно определить эти подгруппы. Для этого нажать кнопку  распложенную в левом нижнем углу окна.
распложенную в левом нижнем углу окна.

Рисунок 54 - X- и R контрольные карты

Рисунок 55 - Окно выбора отображаемых графиков и данных
В появившемся окне выбора отображаемых графиков и данных (Рисунок 55) на закладке «Charts» нажать кнопку «Descriptives» (описательные статистики). На экране появятся таблицы отчетов по подгруппам измерений для X- и R карты. Для переключения между отчетами использовать комбинацию клавиш CTRL+F6. В них красным цветом выделены подгруппы, не попавшие в интервал между контрольными пределами. Для X-карты это подгруппы 6, 8, 11 и 19, а для R карты – подгруппа 9.
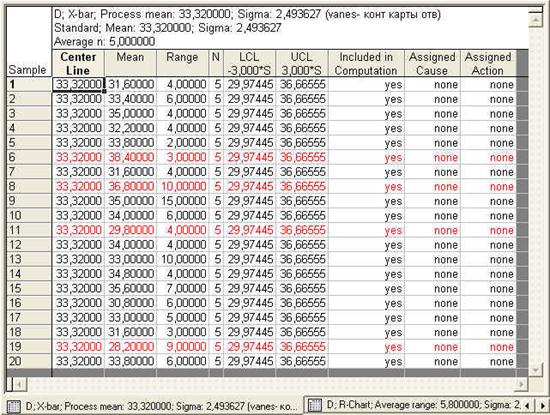
Рисунок 56 - Отчеты по группам измерений для X карты
Это свидетельствует о том, что существуют неслучайные причины изменчивости в производственном процессе, т.е. имеются факторы, воздействующие на качество продукции, которые должны быть выявлены и скорректированы.
Сигнал о необходимости поиска неслучайных причин разладки процесса в момент выхода точки за контрольные пределы дает возможность для своевременного выявления этих причин. Действия по устранению этих причин могут состоять не только в устранении текущих неполадок, но и в предупреждении их появления в будущем.
Далее предположим что причины потери качества были обнаружены и устранены.
После этого контрольные были карты скорректированы, из них были удалены подгруппы неудовлетворительного качества.
Для удаления этих подгрупп из расчета нажмем кнопку  распложенную в левом нижнем углу окна. В появившемся диалоговом окне (Рисунок 57) на закладке «Brushing» выбрать «All out-of-control samples» (все выборки с выбросами) и поставить галочку напротив «Exclude from computation» (исключить из расчета), при этом появится диалоговое в окно (Рисунок 58) в котором указать переменную в которую будут сохранены коды исключаемых выборок.
распложенную в левом нижнем углу окна. В появившемся диалоговом окне (Рисунок 57) на закладке «Brushing» выбрать «All out-of-control samples» (все выборки с выбросами) и поставить галочку напротив «Exclude from computation» (исключить из расчета), при этом появится диалоговое в окно (Рисунок 58) в котором указать переменную в которую будут сохранены коды исключаемых выборок.
После нажатия кнопки «Update» система перестроит графики (Рисунок 59).
Теперь все результаты измерений находятся в пределах контрольных границ. Это говорит о том, что процесс находится в статистически управляемом состоянии и вариабельность вызывается только случайными причинами.
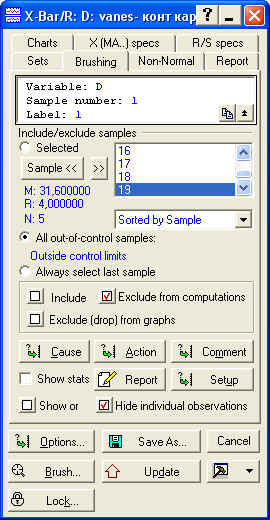
Рисунок 57 - Окно выбора отображаемых графиков и данных
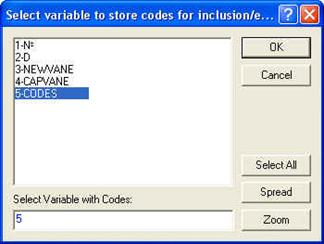
Рисунок 58 - Выбор переменной для сохранения кодов исключаемых из расчеты выборок
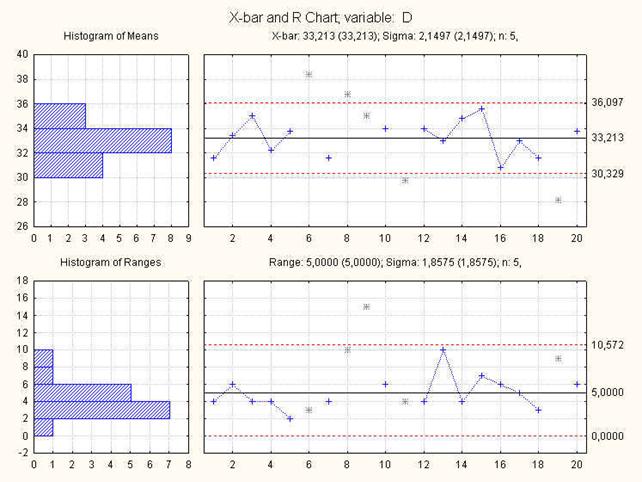
Рисунок 59 - X- и R карты с исключенными измерениями
|
|
|
|
|
Дата добавления: 2014-11-29; Просмотров: 1039; Нарушение авторских прав?; Мы поможем в написании вашей работы!