КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Основные дефекты сварных швов и причины их образования
|
|
|
|
К дефектам сварных соединений относятся различные отклонения от установленных норм и технических требований, которые уменьшают прочность и эксплуатационную надежность и могут привести к разрушению всей конструкции.
Дефекты разделяют на наружные и внутренние. К наружным дефектам относятся: нарушение размеров и формы шва, подрез, поверхностное окисление, прожог, наплыв, незаверенный кратер, свищ.
 Нарушение размеров и формы шва выражается и неравномерной ширине шва по его длине, в неравномерном катете угловых швов, в. чрезмерной выпуклости и резких переходах от основного металла к наплавленному.
Нарушение размеров и формы шва выражается и неравномерной ширине шва по его длине, в неравномерном катете угловых швов, в. чрезмерной выпуклости и резких переходах от основного металла к наплавленному.
Эти дефекты при ручной и механизированной сварке — результат недостаточной квалификации сварщика, нарушение технологических приемов, неправильный выбор режима сварки, низкое качество сборки. При автоматической сварке дефекты возникают вследствие колебания напряжения в сети, проскальзывания проволоки в подающих роликах, нарушения режима в процессе сварки.
 Подрез — дефект в виде углубления по линии сплавления сварного шва с основным металлом. При сварке угловых швов подрезы возникают в основном из-за смещения электрода в сторону вертикальной стенки, что вызывает значительный разогрев, плавление и стенание металла на горизонтальную полку.
Подрез — дефект в виде углубления по линии сплавления сварного шва с основным металлом. При сварке угловых швов подрезы возникают в основном из-за смещения электрода в сторону вертикальной стенки, что вызывает значительный разогрев, плавление и стенание металла на горизонтальную полку.
В стыковых швах подрезы образуются при сварке на больших токах, напряжении дуги и скорости сварки, при смещении электрода или горелки с оси стыка и неправильном положении присадочной проволоки.
Поверхностное окисление — дефект в виде окалины или пленки окислов на поверхности сварного соединения. Образование этих дефектов зависит от качества защитного газа, подготовки поверхности кромок под сварку, расхода защитного газа, вылета электрода, мощности сварочной горелки, режима сварки.
 Прожог — дефект в виде сквозного отверстия в сварочном шве, образовавшийся в результате вытекания части металла сварочной ванны. Основные причины прожога: большая сила сварочного тока, завышенная мощность сварочной горелки, малое притупление свариваемых кромок и неравномерный зазор между ними по длине, малая толщина основного металла, неплотное прилегание формирующей подкладки, внезапное прекращение подачи защитного газа.
Прожог — дефект в виде сквозного отверстия в сварочном шве, образовавшийся в результате вытекания части металла сварочной ванны. Основные причины прожога: большая сила сварочного тока, завышенная мощность сварочной горелки, малое притупление свариваемых кромок и неравномерный зазор между ними по длине, малая толщина основного металла, неплотное прилегание формирующей подкладки, внезапное прекращение подачи защитного газа.
При сварке поворотных кольцевых стыков прожоги вызываются неправильным расположением электрода относительно зенита.

 Наплыв — дефект в виде натекания металла шва на поверхность основного металла или ранее выполненного валика без сплавления с ним. Наплывы могут образоваться из-за низкой квалификации сварщика, некачественных электродов, малой силы тока, большой скорости сварки и подачи присадочной проволоки, наличия окисной пленки на поверхности кромок.
Наплыв — дефект в виде натекания металла шва на поверхность основного металла или ранее выполненного валика без сплавления с ним. Наплывы могут образоваться из-за низкой квалификации сварщика, некачественных электродов, малой силы тока, большой скорости сварки и подачи присадочной проволоки, наличия окисной пленки на поверхности кромок.
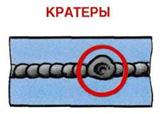
Кратер образуется в результате резкого отрыва дуги в конце сварки. В кратере, как правило, образуются усадочные рыхлоты, часто переходящие в трещины. Образование кратера в основном зависит от квалификации сварщика.
 Свищ — дефект в виде воронкообразного углубления в сварном шве. Свищ развивается из раковины или большой поры. Основной причиной образования свища является плохая подготовка поверхности свариваемых кромок и присадочной проволоки.
Свищ — дефект в виде воронкообразного углубления в сварном шве. Свищ развивается из раковины или большой поры. Основной причиной образования свища является плохая подготовка поверхности свариваемых кромок и присадочной проволоки.
 К внутренним дефектам относятся: трещины, непровары, поры, шлаковые, вольфрамовые и окисные включения, слипания.
К внутренним дефектам относятся: трещины, непровары, поры, шлаковые, вольфрамовые и окисные включения, слипания.
Трещина — дефект сварного шва в виде разрыва в сварном шве и (или) прилегающих к нему зонах. В зависимости от температуры, при которой они возникают, различают горячие и холодные трещины.
Горячие трещины образуются в процессе затвердевания металла при температуре 1100...13000С вследствие резкого снижения пластических свойств и развития растягивающих деформаций. Вероятность образования горячих трещин зависит от химического состава металла шва, формы сварочной ванны и шва, размера первичных кристаллитов. Повышенное содержание и металле шва углерода, кремния, водорода, никеля, Вредных примесей серы и фосфора способствуют образованию горячих трещин.
Холодные трещины возникают при температурах ниже 120 °С сразу после остывания шва или через длительный промежуток времени. Они образуются в результате протекания фазовых превращений, приводящих к снижению прочностных свойств металла, и воздействия сварочных напряжений.
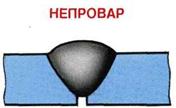
Непровар — дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва.
 | |||
 | |||
Причинами непровара являются: низкая квалификация сварщика, некачественная подготовка свариваемых кромок (окалина, ржавчина, малый зазор, излишнее притупление, малый угол скоса кромок), большая скорость сварки, смещение электрода к оси стыка, недостаточная сила тока.
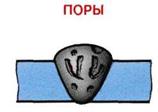 Пора — дефект сварного шва в виде полости округлой формы, заполненной газом. Если газовые пузырьки, образовавшиеся в сварочной ванне, не успевают удалиться в атмосферу и захватываются кристаллизирующимся металлом, то в сварном шве наблюдаются поры.
Пора — дефект сварного шва в виде полости округлой формы, заполненной газом. Если газовые пузырьки, образовавшиеся в сварочной ванне, не успевают удалиться в атмосферу и захватываются кристаллизирующимся металлом, то в сварном шве наблюдаются поры.
К основным причинам, вызывающим появление пор, относятся: применение электродов с сырым покрытием, наличие ржавчины, масла, краски и других загрязнений на кромках основного металла и поверхности присадочной проволоки, присутствие вредных примесей в защитных газах, нарушение газовой защиты, большая скорость сварки, газонасыщенность основного металла и присадочной проволоки.
 Шлаковое включение — дефект в виде вкрапления шлака в сварном шве. Причины шлаковых включений: неправильно выбранный режим сварки, применение некачественных электродов, плохая подготовка поверхности кромок основного металла и присадочной проволоки.
Шлаковое включение — дефект в виде вкрапления шлака в сварном шве. Причины шлаковых включений: неправильно выбранный режим сварки, применение некачественных электродов, плохая подготовка поверхности кромок основного металла и присадочной проволоки.
Вольфрамовые включения могут образоваться при сварке неплавящимся электродом при завышенной плотности тока, коротком замыкании, нарушении газовой защиты.
Окисные включения в сварных швах "представляют собой тонкие прослойки, нарушающие сплошность металла. При плохой подготовке поверхности свариваемых кромок окисные включения являются результатом застревания тугоплавких плен, имеющихся на поверхности стыкуемых элементов. Поверхностные загрязнения и нарушения газовой защиты способствуют образованию окисных включений в швах.
Слипания представляют собой несплошности малого раскрытия на свариваемых поверхностях или кромках металла. Эти дефекты возникают при сварке давлением, плохо выявляются современными средствами дефектоскопии. Появление слипаний зависит в основном от качества подготовки свариваемых кромок.
Контрольные вопросы:
1. Что такое дефект?
2. Какие бывают дефекты?
|
|
|
|
|
Дата добавления: 2014-12-10; Просмотров: 2490; Нарушение авторских прав?; Мы поможем в написании вашей работы!