КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Основные теоретические положения. При обработке заготовок резанием возникают упругие отжатия:
|
|
|
|
При обработке заготовок резанием возникают упругие отжатия:
 (4.1)
(4.1)
где Ру - составляющая сила резания;
j- жесткость станка.
При точении:
 (4.2)
(4.2)
 (4.3)
(4.3)
Значения Сру и показателей хру, уру, npy представлены в табл.4.1. Коэффициент Kmp находится по данным табл.4.2 и 4.3. Значения коэффициентов  представлены в табл.4.4.
представлены в табл.4.4.
Таблица 4.1 – Показатели для расчета силы Ру при точении
| Обрабатываемый материал | Материал режущей части инструмента | Вид обработки | Коэффициент и показатели | |||

| 
| 
| 
| |||
| Сталь конструкционная σв=75 кгс/см2 | Твердый сплав | Наружное продольное точение | 1,0 | 0,60 | -0,3 | |
| Быстроре-жущая сталь | 1,0 | 0,75 | ||||
| Чугун серый НВ190 | Твердый сплав | 1,0 | 0,75 | |||
| Чугун ковкий НВ150 | 1,0 | 0,75 |
Непостоянство силы Ру обуславливается или непостоянством глубины резания t или непостоянством параметра σв для сталей и твердости НВ для чугунов.
Глубина резания зависит от действительного значения диаметра заготовки. Например:
 ,
,  ,
,  (4.4)
(4.4)
где dз, dд - соответственно, размер исходной и обработанной заготовки.
В результате изменения значений t от tнм до tнб, Ру изменяется от Ру.нм до Ру.нб, отжатие y от унм до унб и погрешности - от  до
до  . При этом, поле рассеяния погрешностей, вызываемое только непостоянством t равно:
. При этом, поле рассеяния погрешностей, вызываемое только непостоянством t равно:
 (4.5)
(4.5)
Таблица 4.2 – Формулы для расчета коэффициента Kmp
| Сталь конструкционная | Чугун | |
| Серый | Ковкий | |

| 
| 
|
Если же при обработке заготовок t=const, на рассеяние погрешностей будет действовать фактор непостоянства σв. В результате формируется второе поле рассеяния погрешностей:
 (4.6)
(4.6)
Так как значения t и  являются случайными величинамии действуют при обработке каждой заготовки одновременно, то формируется суммарное поле рассеяния погрешностей:
являются случайными величинамии действуют при обработке каждой заготовки одновременно, то формируется суммарное поле рассеяния погрешностей:
 (4.7)
(4.7)
Если ω∑∆d>Td то брак неизбежен, если условия обработки останутся неизменными.
Для устранения брака необходимо принять ряд решений, направленных на выполнение условия ω∑∆d<Td. Решения могут быть следующими:
1. Повышение точности заготовок, что стабилизирует глубину резания;
2. Стабилизация твердости заготовок, которая стабилизирует силы Ру;
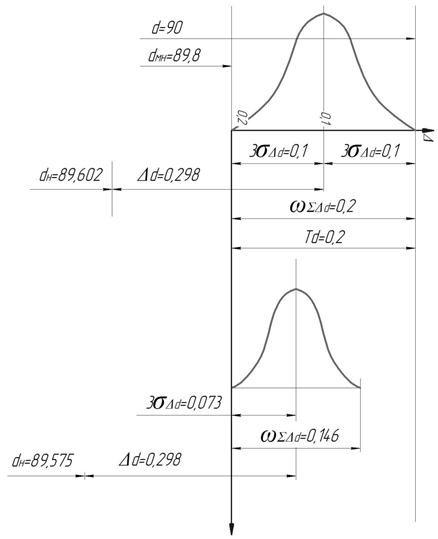
Рисунок 4.1 – Расчетная схема для определения настроечного размера
3. Повышение жесткости станка j, что ведет к уменьшению значений ω∑∆d при неизменных прочих условиях обработки.
Возможны и другие решения.
Если ω∑∆d<Td, то брак также возможен, но только за счет неправильной настройки на размер. Корректировкой настройки можно полностью исключить брак.
То или иное решение принимается в зависимости от конкретной производственной обстановки.
|
|
|
|
|
Дата добавления: 2014-11-20; Просмотров: 401; Нарушение авторских прав?; Мы поможем в написании вашей работы!