КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Особенностей изделий на трудоемкость изготовления полуфабриката
|
|
|
|
Влияние серийности и конструктивно-технологических
Удельная (1 т) трудоемкость изготовления деталей зависит от конструктивно-технологических особенностей изделий и размера партий одновременно изготовляемых конструкций. Чем сложнее конструктивная форма детали, тем больше число операций при ее изготовлении и это, в конечном счете, повышает трудоемкость ее обработки (табл. 3.4).
При этом с увеличением трудоемкости основных операций повышается трудоемкость транспортных операций, так как возрастает число передач от станка к станку. В среднем трудоемкость одной передачи с операции на операцию составляет 0,07-0,15 чел. - ч на каждую партию деталей.
Показатели сложности конструктивной формы изделий - число наименований сборочных марок на одну отправочную марку и величина партии одновременно (по одному чертежу КМД) изготовляемых изделий. Полная удельная трудоемкость изготовления конструкций (подготовка металла +обработка полуфабриката + сборосварка + маляропогрузочные работы) зависит от величины этих показателей (рис. 3.1).
Эту зависимость с достаточной точностью выражает линейная функция
где  и
и  - эмпирические коэффициенты, зависящие от числа отправочных элементов
- эмпирические коэффициенты, зависящие от числа отправочных элементов  по одному чертежу КМД (табл. 3.4);
по одному чертежу КМД (табл. 3.4);
 - число наименований деталей на одном чертеже КМД.
- число наименований деталей на одном чертеже КМД.
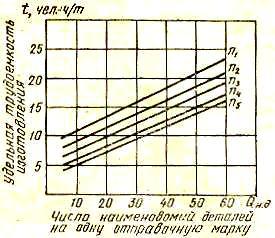
Рис. 3.1. Зависимость удельной тру - доемкости от сложности конструктивной формы и величины партии одновременно изготавливаемых отправочных элементов




 - количество одновременно изготовляемых элементов, соответственно, равное 1, 3, 5. 10, 50
- количество одновременно изготовляемых элементов, соответственно, равное 1, 3, 5. 10, 50
Таблица 3.4. Определение эмпирических коэффициентов
|
|
|
|
|
|
| |
| 8,5 6,5 | 0,24 0,24 | 5,0 3,5 2,5 | 0,23 0,23 0,22 |
Таблица 3.5. Коэффициенты увеличения трудоемкости основных операций обработки и повышенных требований к обработке полуфабриката при усложнении конструктивной формы кромок некоторых типов деталей
| Особенности конструктивной формы детали | Детали из листовой стали | Детали из угловой стали | Детали из швеллеров и двутавров | ||||||||||
| Эскизы деталей с допол- нительными операциями | Технологическая операция и принятое оборудование | 
| 
| 
| 
| 
| 
| ||||||
| мелкие | круп- ные | мелки | круп-ные | мелкие | круп-ные | мелкие | круп-ные | мелкие | круп- ные | мелкие | круп-ные | ||
Резка прямоугольных листовых деталей и с прямыми резами профильного проката

| Механическая резка на ноже. Термическая (кислородная) резка полуавтоматом | 1,0 - | 1,0 +1,5 | -1,0 | - 1,0 | 1,0 - | 1,0 - | - 1,0 | - 1,0 | 1,0 - | 1,0 - | - 1,0 | - 1,0 |
Срез

| Механическая резка на ноже Термическая резка ручным резаком | +0,2 - | - +0,12 | - +0,7 | - +0,2 | - +0,63 | - +0,63 | - +0,29 | - +0,19 | - +0,35 | - +0,31 | - +1,08 | - +1,08 |
Вырез

| Термическая резка ручным резаком | +1,1 | +0,6 | +0,75 | +0,4 | +0,26 | +0,25 | +1,2 | +1,25 | +0,35 | +0,31 | +1,08 | +1,08 |
Обработка торца детали

| Строгание на станке Фрезерование на станке | +0,3 +0,25 | - +0,15 | +2,1 +0,2 | - +0,3 | - - | - - | - - | - - | - - | - - | - - | - - |
Обработка продольной кромки детали

| Строгание на станке Фрезерование на станке | +0,3 +0,2 | +1,15 - | +2,1 +0,2 | +3,0 - | - - | - - | - - | - - | - - | - - | - - | - |
Продолжение табл.3.4.
| Особенности конструктивной формы детали | Детали из листовой стали | Детали из угловой стали | Детали из швеллеров и двутавров | ||||||||||
| Эскизы деталей с допол- нительными операциями | Технологическая операция и принятое оборудование |
|
|
|
|
| 
| ||||||
| мелкие | круп- ные | мелкие | круп-ные | мелкие | круп-ные | мелкие | круп-ные | мелкие | круп- ные | мелкие | круп-ные | ||
Обработка детали по периметру

| Строгание на станке или фрезерование на станке | +1,6 | +2,6 | +4,5 | +6,0 | +0,62* | +0,66* | +1,83* | +2,14* | +0,93* | +0,86* | +2,37* | +2,15* |
Образование отверстий

| Сверление на станке Продавливание на прессе | +4,0 +0,15 | +2,6 +1,1 | +7,2 - | +5,4 - | +1,20 +0,52 | +1.08 +0,46 | +2,76 - | +2,21 - | +0,54 - | 0,50 - | +1,32 - | +1,14 |
Гибка по радиусу

| Вальцовка на листогибочных или сортогибочных машинах | +4,0 | +1,9 | +3,7 | +2,1 | - | - | - | - | - | +1,21 | - | 1,62 |
Гибка

| Гибка на кромко-гибочном станке | +5,5 | +2,0 | +5,0 | +2,5 | - | - | - | - | - | - | - | - |
Примечание: Трудозатраты оценены исходя из средней серийности 10 деталей в партии.
___________________
* - фрезеровка двух торцов.

Рис. 3.2. 3ависимость трудоемкости
от числа деталей 1- лист мелкий толщиной до 20 мм; 2 - лист крупный
толщиной до 20 мм; 3 - лист мелкий
толщиной более 20 мм; 4 - лист круп-
ный толщиной более 20 мм; 5 – уголок мелкий с толщиной полки менее 20 мм;
6 – уголок крупный с толщиной полки менее 20 мм; 7 - уголок крупный с толщиной полки более 20 мм; 8 - швеллер
и двутавр мелкий менее № 30; 9 – швел
лер и двутавр мелкий более № 30;
10 - швеллер и двутавр крупный
более № 30
Коэффициент - показатель средней удельной трудоемкости обработки полуфабриката при минимальном числе наименований сборочных марок.
Коэффициент отражает в основном удельную трудоемкость сборно-сварочных работ, величина которых возрастает с увеличением числа сборочных марок. Этот коэффициент в определенной степени отражает и увеличение трудоемкости изготовления полуфабриката. При этом корреляция удельной трудоемкости от общего числа сборочных марок выражена значительно слабее, чем от числа их наименований, так как увеличение общего числа сборочных марок при неизменном числе их наименование ведет к увеличению серийности и снижению, вследствие этого, трудоемкости обработки полуфабрикатов.
Трудоемкость обработки крупных деталей существенно снижается при увеличении размера партии деталей до 10-20 шт. Дальнейшее увеличение размера партии деталей не вызывает существенного снижения удельной трудоемкости обработки (рис. 3.2).
Трудоемкость обработки мелких деталей интенсивно снижается при увеличении размера партии до 70-80 шт. Это вызвано различной структурой трудозатрат: при обработке мелких деталей относительная доля подготовительно-заключительных работ более высокая, чем для крупных деталей (а с повышением серийности снижается доля подготовительно-заключительных работ). Иногда целесообразно увеличить величину партий деталей за счет их унификации.
|
|
|
|
|
Дата добавления: 2014-11-18; Просмотров: 1160; Нарушение авторских прав?; Мы поможем в написании вашей работы!