КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Вертикально-щелевая литниковая система для алюминиевых и магниевых сплавов
|
|
|
|
Вертикально-щелевая литниковая система (рис. 4.57) наряду со спокойным вводом расплава в форму обеспечивает хорошую заполняемость форм тонкостенных отливок, задерживает неметаллические включения при отшлаковывании в вертикальном колодце, создаёт благоприятные условия для последовательной, направленной снизу вверх кристаллизации отливок, обеспечивая подачу горячего металла в верхние слои отливки и прибыль. Таким образом, этот тип литниковой системы обеспечивает лучший тепловой режим и лучшую заполняемость тонкостенных отливок.
|

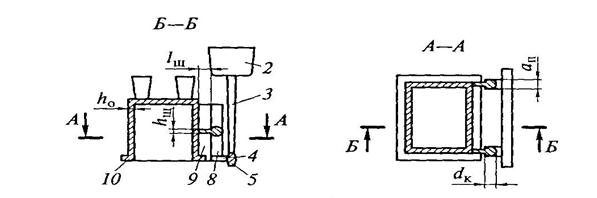
Рисунок 4.57 - Вертикально-щелевая литниково-питающая система:
1 – прибыль; 2 – чаша; 3 – стояк; 4 – питатель; 5 – шлакоулавитель;
6 – колодец; 7 – щель; 8 – отливка
К недостаткам вертикально-щелевой литниковой системы относятся: возможность вспенивания сплава в начальный момент заполнения формы и опасность возникновения местных перегревов формы в области, прилегающей к вертикальным щелям, приводящих к образованию дефектов усадочного характера, а также сложность её выполнения в форме и удаления при обрубке.
Приведённую толщину стенки отливки  , м рассчитываем по формуле:
, м рассчитываем по формуле:

где  – минимальная толщина стенки отливки, м.
– минимальная толщина стенки отливки, м.
Предельно допустимую скорость заполнения  , м/с находим по формуле:
, м/с находим по формуле:
где  – критерий шлакообразования,
– критерий шлакообразования, 
 – коэффициент кинематической вязкости расплава, м2/с,
– коэффициент кинематической вязкости расплава, м2/с,  ;
;
 – толщина плены, м,
– толщина плены, м, 
 – поверхностное натяжение, Н/м,
– поверхностное натяжение, Н/м, 
 – плотность жидкого сплава, кг/м3.
– плотность жидкого сплава, кг/м3.
Определяем расход металла , м3/с по формуле:
, м3/с по формуле:

где  – длина растекания сплава, м.
– длина растекания сплава, м.
Определяем угол растекания металла  , 0 по формуле:
, 0 по формуле:
 ,
,
где δ Щ – толщина щелевого питателя, м; определяемая по формуле:
 ,
,
где δ0 – толщина стенки отливки, м.
Скорость поперечного растекания  , м/с определяем по формуле:
, м/с определяем по формуле:
 ,
,
где S – коэффициент Шези, S = 1.
Находим высоту потока расплава  , м, растекающегося по поверхности застойной зоны:
, м, растекающегося по поверхности застойной зоны:
 .
.
Определяем отношение площади поперечного сечения растекающегося расплава к его периметру:
 .
.
Находим значение коэффициента теплоотдачи  , Вт/(м2∙К) в форму и в застойную зону по значению критерия Нуссельта:
, Вт/(м2∙К) в форму и в застойную зону по значению критерия Нуссельта:
 ,
,
где λ – теплопроводность расплава, Вт/(м∙К);
Nu – критерий Нуссельта, определяется по формуле:

где Pe – критерий Пекле, определяется по формуле:

где а – коэффициент температуропроводности, м2/с.
Рассчитываем максимальную длину растекания расплава  :
:
 ,
,
где ТЗАЛ – температура заливки, К;
ТФН – начальная температура формы, К; ТФН = 293 К;
Т 0 – температура нулевой жидкотекучести, К;
сж – теплоемкость расплава, Дж/(кг∙К);
bM, bФ – соответственно теплоаккумулирующая способность металла и формы, Вт∙с1/2/(м2∙К);
 ,
,
где ТL – температура ликвидус, К;
ТС – температура солидус, К;
m – количество твёрдой фазы, m = 0,3.
Сравниваем максимальную длину растекания с длиной отливки. Должно выполняться условие:
LP ≥ 1,2 L,
где L – длина растекания сплава, м.
Рассчитаем площадь стояка  , м2:
, м2:
 ,
,
где μ – коэффициент расхода литниковой системы,  = 0,6;
= 0,6;
g – ускорение свободного падения, м/с2, g = 9,81 м/с2;
Нст – напор металла, м.
Найдем радиус стояка Rст, м из выражения:
 ,
,
Определяем диаметр колодца dк, м литниковой системы по выражению:
 ,
,
где δ Щ – диаметр щели, м; определяемый по формуле (7.54).
Боковая и сифонная литниковые системы.
При выборе литниковой системы рассчитывают площадь сечения стояка, а площади других элементов системы находят из приведенных ниже соотношений применительно к типу литниковой системы. Для цветного литья обычно используют формулу:
 ,
,
где Gотл, GЛС и Gпр – вес отливок, литниковой системы и прибылей соответственно, кг;
 – время заливки, с;
– время заливки, с;
 – коэффициент расхода литниковой системы, μ = 0,4…0,5;
– коэффициент расхода литниковой системы, μ = 0,4…0,5;
 – плотность сплава, кг/м3;
– плотность сплава, кг/м3;
 – расчетный напор, м.
– расчетный напор, м.
Время заливки , входящее в формулу, определяют из выражения:
 ,
,
где δ – преобладающая толщина стенки отливки, мм;
S – коэффициент, зависящий от толщины стенки и конфигурации отливки; S = 1,7…2; S = 1,7 – отливок массой до 3 кг; S = 2 – для отливок массой до15 кг; отливки непротяженные и не тонкостенные.
Рассчитывается расстояние до первого питателя.
Остальные элементы ЛПС расчитываются исходя из соотношений Fст: Σ Fлх: Σ Fпит = 1: 2: 3 – для сифонного подвода металла; Fст: Σ Fлх: Σ Fпит = 1: 2: 1,1 – для бокового подвода металла.
Лекция 27. Прибыли, их классификация и конструктивное исполнение.
Известно около десятка признаков, по которым прибыли можно объединять в условные группы. В числе таких признаков, характеризующих отдельные группы прибылей, следующие:
• расположение прибылей — верхнее и боковое;
• технология изготовления — открытые и закрытые прибыли;
• характер заполнения прибыли — проточное (проливное) и сливное (отводное);
• протяженность — сплошные, локальные прибыли;
• силы, действующие на металл в прибыли, — гравитационные (действуют только при заливке в вакууме), гравитационное атмосферные, газового давления и высокого давления;
условия охлаждения — обычные (полость для прибыли выполнена из того же материала, что и литейная форма), теплоизолированные (полость выполнена из менее теплопроводного материала, чем форма), экзотермические (материал полости выделяет теплоту при его нагреве металлом) прибыли;
• способ отделения — отбиваемые, отрезаемые и легко отделяемые прибыли;
• число питаемых узлов — индивидуальные и групповые прибыли;
• конфигурация прибылей — цилиндрические, шаровые, полушаровые, кольцевые, кольцевые в форме перевернутого стакана с плоским и сферическим дном, прямоугольные, квадратные и сложной формы в соответствии с конфигурацией теплового узла.
|
|
|
|
|
Дата добавления: 2014-01-14; Просмотров: 1362; Нарушение авторских прав?; Мы поможем в написании вашей работы!