КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Маршрутный технологический процесс механической обработки заготовки
|
|
|
|
ПРОЕКТИРОВАНИЕ ЗАГОТОВОК И ИХ ПРЕДВАРИТЕЛЬНАЯ ОБРАЬОТКА РЕЗАНИЕМ
Технологическая операция является частью технологического процесса, выполняемой на одном рабочем месте (то есть на одном станке). Технологическая операция включает установки, переходы и проходы. Установкой называют каждое изменение положения детали на металлорежущем станке, переходом – получение каждой новой поверхности одним режущим инструментом, проходом – часть перехода, на которой снимается один слой материала заготовки.
Совокупность технологических операций над однородными или аналогичными изделиями (деталями) с указанием их последовательности выполнения представляет собой технологический процесс.
Маршрутная технология – оформление технологических операций, при котором в упрощенной технологической карте (маршрутной карте) указывается лишь последовательность обработки детали (маршрут). Маршрутная технология применяется в единичном и мелкосерийном производстве.
К важнейшим исходным данным, использующимся для разработки технологических процессов, относится чертеж детали. На чертеже детали указываются марка и механические характеристики материала, допуски на линейные и диаметральные размеры и шероховатости поверхностей.
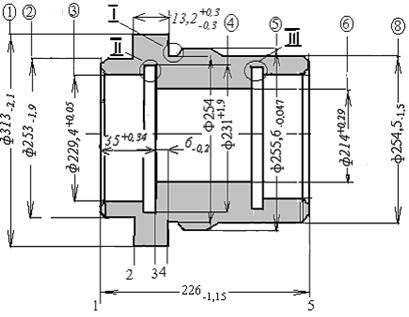
Рис. 2.46. Чертеж заготовки «Коронная шестерня»
Деталь получается в результате обработки заготовки в соответствии с принятой технологией. Размеры заготовки существенно отличаются от размеров детали.
Толщину слоя материала, удаляемую с заготовки в процессе ее обработки резанием (или иными методами, например методами физико-технической обработки), называют припуском.
Размер припуска аналитически определяется: высотой микронеровностей, полученных на предшествующих переходах, толщиной дефектного поверхностного слоя заготовки, погрешностями формы и положения ее взаимосвязанных поверхностей, погрешностями установки заготовки и инструмента, погрешностями станка, размерным износом инструмента, температурными изменениями размеров инструмента и заготовки при изменении температуры, выбором конструкторских, технологических и установочных баз, простановкой размеров и другими факторами.
Припуски на обработку в ряде случаев увеличиваются за счет назначения напусков. Напуском называют некоторый объем металла на кованой, штампованной заготовке или отливке, предусмотренный для облегчения (упрощения) изготовления заготовки. В некоторых случаях напуски могут остаться в детали на необрабатываемых поверхностях в виде штамповочных уклонов, радиусов закругления поверхностей и т. п.
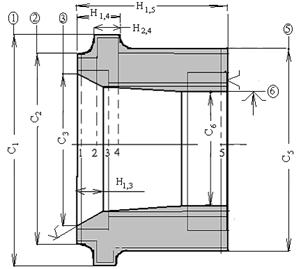
Рис. 2.47. Эскиз заготовки «Коронная шестерня»
Для удобства расчета размеров заготовки и межоперационных размеров детали все обрабатываемые цилиндрические, конические, торцовые и другие (если они имеются) поверхности нумеруются (рис. 2.46, 2.47).
Далее приводится один из возможных вариантов маршрутного технологического процесса токарной обработки заготовки «Коронная шестерня». Для большей наглядности описание маршрутного технологического процесса может сопровождаться операционными эскизами.
Таблица 2.5
Маршрутная технология токарной
обработки детали «Коронная шестерня»
| N операций, позиций, содержание переходов | Операционные эскизы |
| Операция 10. Токарная Подрезать торец 4, торец 8 и проточить пов. 5 | 
|
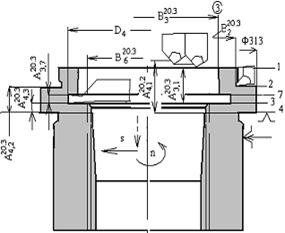
| Операция 20. Токарная полуавтоматная Поз. 20.1 Установить /снять заготовку/деталь Поз. 20.2. Расточить пов. 6, пов. 3, проточить пов. 2 | 
|
Продолжение табл. 2.5
| Поз. 20.3 Подрезать торец 1, торец 2, торец 3, торец 7 |
|
| Поз. 20.4 Проточить пов. 1, пов. 2. |
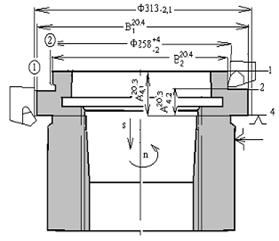
|
Продолжение табл. 2.5
| Поз. 20.5 Подрезать торец 1, торец 2, торец 3, торец 7 | 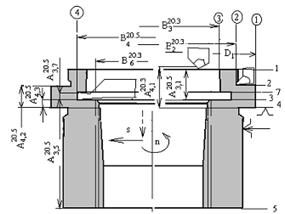
|
| Поз. 20.6 Расточить пов. 3, точить две фаски 2*45° (пов. 6 и 14) | 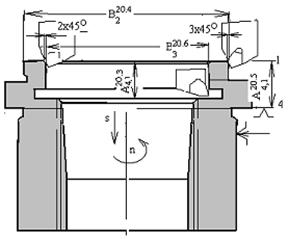
|
| Операция 30. Токарная полуавтоматная. Поз. 30.1. Установить/снять заготовку/деталь Поз. 30.2. Расточить пов. 6, пов. 7 | |
| Поз. 30.3. Подрезать торец 10, торец 11, торец 5 |
Окончание табл. 2.5
| Поз. 30.4. Расточить пов. 6, пов. 6, пов. 8 |
| Поз. 30.5. Подрезать торец 10, торец 11, торец 5, фаски 3*45° (пов. 12, 13) |
| Поз. 30.6. Расточить пов. 7, проточить пов. 5 |
| Операция 40. Поз. 1.Токарная чистовая. Проточить пов. 5, подрезать торец 4 |
| Операция 40. Поз. 2. Расточить пов. 7, подрезать торец 5 |
| Операция 50. Токарная чистовая Расточить пов. 3, подрезать торец 1 |
|
|
|
|
|
Дата добавления: 2014-01-13; Просмотров: 2165; Нарушение авторских прав?; Мы поможем в написании вашей работы!