КАТЕГОРИИ:
Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748)
Плазменная металлизация
|
|
|
|
Это прогрессивный способ нанесения покрытий, при котором расплавление и перенос материала на восстанавливаемую поверхность осуществляется струей плазмы. Плазма — это сильно ионизированное состояние газа, когда концентрация электронов и отрицательных ионов равна концентрации положительно заряженных ионов. Плазменную струю получают, пропуская плазмообразующий газ через электрическую дугу при ее питании от источника постоянного тока напряжением 80—100 В.
Переход газа в ионизированное состояние и распад его на атомы сопровождается поглощением значительного количества энергии, которая выделяется при охлаждении плазмы в результате ее взаимодействия с окружаемой средой и напыляемой деталью. Это обуславливает высокую температуру плазменной струи, которая зависит от силы тока, вида и расхода газа. В качестве плазмообразующего газа обычно применяют аргон или азот и реже водород или гелий. При использовании аргона температура плазмы составляет 15000-30000°С, а азота — 10 000-15 000 °С. При выборе газа следует учитывать, что азот дешевле и менее дефицитен, чем аргон, но чтобы зажечь в нем электрическую дугу, требуется значительно большее напряжение, что обуславливает повышенные требования к электробезопасности. Поэтому иногда при зажигании дуги используют аргон, для которого напряжение возбуждения и горения дуги меньше, а в процессе напыления — азот.
Покрытие формируется за счет того, что поступающий в струю плазмы наносимый материал расплавляется и переносятся потоком горячего газа на поверхность детали. Скорость полета частиц металла составляет 150—200 м/с при расстоянии от сопла до поверхности детали 50—80 мм. Благодаря более высокой температуре наносимого материала и большей скорости полета, прочность соединения плазменного покрытия с деталью выше, чем при других способах металлизации.
Высокая температура и большая мощность по сравнению с другими источниками тепла является основным отличием и преимуществом плазменной металлизации, обеспечивающим значительное повышение производительности процесса, возможность расплавлять и наносить любые жаростойкие и износостойкие материалы, включая твердые сплавы и композиционные материалы, а также оксиды, бориды, нитриды и др., в различных сочетаниях. Благодаря этому можно формировать многослойные покрытия с различными свойствами (износостойкие, хорошо прирабатывающиеся, жаростойкие и др.). Наиболее качественные покрытия получаются при применении самофлюсующихся наплавочных материалов.
Плотность, структура и физико-механические свойства плазменных покрытий зависят от наносимого материала, дисперсности, температуры и скорости столкновения переносимых частиц с восстанавливаемой деталью. Последние два параметра обеспечиваются за счет управления плазменной струей. Свойства плазменных покрытий существенно повышаются при последующем их оплавлении. Такие покрытия эффективны при ударных и высоких контактных нагрузках.
Принцип работы и устройство плазмотрона иллюстрирует рис. 4.51. Плазменную струю получают, пропуская плазмообразующий газ 7 через электрическую дугу, создаваемую между вольфрамовым катодом 2 и медным анодом 4 при подключении к ним источника тока.
Катод и анод разделены между собой изолятором 3 и непрерывно охлаждаются жидкостью б (желательно дистиллированной водой). Анод выполнен в виде сопла, конструкция которого обеспечивает обжатие и определенное направление плазменной струи. Обжатию способствует также электромагнитное поле, возникающее вокруг струи. Поэтому ионизированный плазмообразующий газ выходит из сопла плазмотрона в виде струи небольшого сечения, что обеспечивает высокую концентрацию тепловой энергии.
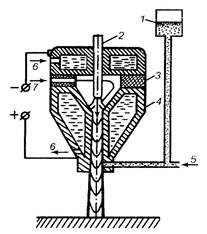
Рис. 4.51. Схема процесса плазменного напыления: 1 — порошковый дозатор; 2— катод; 3 — изоляционная прокладка; 4 — анод; 5 — транспортирующий газ; 6 — охлаждающая жидкость; 7 — плазмообразующий газ
Наносимые материалы используются в виде гранулированных порошков с размером частиц 50—200 мкм, шнуров или проволоки. Порошок может подаваться в плазменную струю вместе с плазмообразующим газом или из дозатора 1 транспортирующим газом 5 (азотом) в сопло газовой горелки, а проволоку или шнур вводят в плазменную струю ниже сопла плазменной горелки. Перед использованием порошок следует просушить и прокалить для уменьшения пористости и повышения сцепляемости покрытия с деталью.
Защита плазменной струи и находящихся в ней расплавленных частиц металла от взаимодействия с воздухом может осуществляться потоком инертного газа, который должен охватывать плазменную струю. Для этого в плазмотроне концентрично основному предусматривается дополнительное сопло, через которое подается инертный газ. Благодаря ему исключается окисление, азотирование и обезуглероживание напыляемого материала.
В рассмотренном примере источник питания подключен к электродам плазмотрона (закрытая схема подключения), поэтому электрическая дуга служит только для создания плазменной струи. При применении наносимого материала в виде проволоки источник питания может быть подключен также и к ней. В этом случае кроме плазменной струи образуется плазменная дуга, которая также участвует в расплавлении прутка, благодаря чему мощность плазмотрона существенно возрастает
Современные плазменные наплавочные установки имеют электронные системы регулирования параметров процесса, оснащаются манипуляторами и роботами. Это повышает производительность и качество процесса напыления, улучшает условия работы обслуживающего персонала.
|
|
|
|
|
Дата добавления: 2014-01-20; Просмотров: 3884; Нарушение авторских прав?; Мы поможем в написании вашей работы!